一种激光器,可降低目前下一代二次电池集电孔钻的制造成本,提高电池性能。量产机
• 项目名称:
开发激光大规模生产机,允许在下一代二次电池的电流收集器孔加工中内联
• 目标川下产业:
汽车和,电子
• 研究与开发系统:
WIRED Co., Ltd. ,板垣金属株式会社,有线株式会社、长冈国立技术学院,新泻工业技术研究所,神奈川大学,新泻工业创造组织,
项目概况
背景和目的
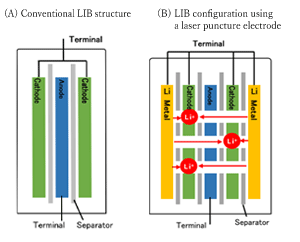
二次电池,如锂离子电池(LIB),以及锂离子电容器(LIC)等储能装置,使用辊状电流收集器,通过蚀刻等进行精细孔加工。
由于目前孔的加工方法在电池生产过程中无法内联,并且可加工的最小孔径有限,因此在降低制造成本和提高电池性能方面面临重大挑战。
由于目前孔的加工方法在电池生产过程中无法内联,并且可加工的最小孔径有限,因此在降低制造成本和提高电池性能方面面临重大挑战。
实施项目
-
-
- 高速宽电流收集器激光加工设备的开发
高速宽电流收集器激光加工装置(支架)的开发,高速宽电流收集器激光加工条件的研究,加工设备(加工部分)的开发,毛刺,化物脱落预防、偏转校正机制开发、内联缺陷检测机制开发。 - 电流收集器加工条件的把握与评价
•
对现有采集器进行LIC测试、LIC性能测试、厂家性能评价、下一代LIB性能测试的准备工作。
- 高速宽电流收集器激光加工设备的开发
-
能够利用项目成果的产品和服务

-
- 激光多重曝光辊到辊穿孔技术
- 激光多重曝光辊到辊穿孔设备
卷筒宽度 270 mm
辊子进给速度10m/min - 超声波调平器
超声波气穴加工头宽度 270 mm
产品和服务的公关点
-
-
-
- 选择高速加工用激光和加工光学系统
• φ10-50μm,孔径比10%
- 选择高速加工用激光和加工光学系统
-
-
| 传统技术 | 新技术 | |||
| 辊压机法 | 蚀刻方法 | 激光加工方法 | ||
| 加工条件 | 処理速度 | 6,000 孔/秒 | 10,000 孔/秒 | 200,000 孔/秒 |
| 最小孔径 | Φ300μm | Φ120μm | Φ10μm | |
| 內置樣式 | X | X | 零 | |
| 电容器容量高 | X | X | 零 | |
| 电流收集器的制造成本 | 1,000日元/平方米 | 1,000日元/平方米 | 500日元/平方米 | |
|
传统技术的挑战 和 新技如何解决问题 |
|
|
|
|
我们在项目中做了什么
研发目标
开发可对下一代充电电池用集电体的孔进行在线加工的激光加工技术,研究开发制造高性能集电体。
| 传统技术 | 新技术 | 新技术要点 | ||
| 目前集热器可钻的最小孔径约为100μm,很难满足大容量LIC的需求。 | 使用高速宽集电激光器的新技术 | 可以加工到约10μm的最小孔径,并且将集电器的单位面积制造成本降低到传统加工方法的一半。 |
解决我们面临的挑战和挑战
| 面临任务 | 解决问题的手段 | 手段的效应 | ||
|
|
|
研发结果
- 送り速度10m / minで送り精度確認完了
- 在激光加工示范实验中,在纳秒激光器中进一步证明了效率加工条件,并进行了改造,以实现10倍的加工速度
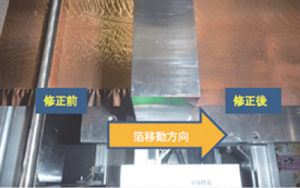
- 完成了去毛刺和偏转校正装置的示范实验,并申请了专利
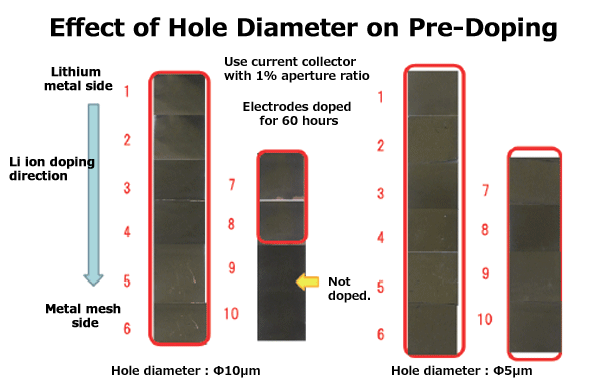
- 制备并分发了用于LIC性能测试的样品,这些样品与目前的产品(孔径为5-50μm)相当。
- LIC 性能 Li 离子预掺杂测试显示,即使在低孔径比的情况下,也能提高锂离子的预掺杂性
- 在LIB性能测试中,在涂布电极上钻孔,已经开始改善目前LIB的性能,并研究新的电池。
| 〈 激光加工设备的问题提取结果 〉 | |||
| 项目 | 部分 | 问题点 | 对策 |
| 激光功率 | 激光振荡器 | 市场上没有足够功率的激光器 | 设计一个灵活的设计,可以适应激光制造商的发展路线图。 |
| 光学设计 | 多边形、透镜和镜面 | 第一台样机是为基础实验而设计的,所以它的件数多,能量损失大。 | 最小镜面透镜配置设计将纳入第二台及后续机组的设计中。 |
| 进给机制的跟踪性能 | 压电元件 | 需要调整镜面重量和优化。 | 在本项目期间,我们将优化压电元件规格,提高速度。 |
实际应用和工业化现状
项目结束时的状况
- 成功进行实际应用的阶段。
实际应用和商业化的前景
- 最初,它的目的是穿孔铜和铝的电流收集器箔,但也可以穿孔辊电极,将电极材料涂在电流收集器箔上,穿孔电极发现表现出电池性能。
- 开发了”超声波调平器”,用于纠正高速加工过程中产生的偏转,并申请了工艺专利。
|
公司信息:WIRED Co., Ltd. 所在地: 新潟县三条市一屋敷新田1628-1 URL:https://wired.jp.net/ |
有关此产品/服务的咨询: 联系信息: |
Sapoin 成就示例 – “开发激光大规模生产机,允许在下一代二次电池的电流收集器孔加工中内联”的打印输出